



设备简况:
1、设备名称:非标塑胶热熔焊接机系统
2、设备型号:YH-1850BSMHJ
3、焊接对象:塑料材质(如PP)和无纺布热熔焊接
4、焊接介质:热量焊接,不需任何介质
5、设备能力: 焊接时间25-35S一面
6、焊接要求:
1) 表面无拉丝,焊接后不脱落,无漏焊、多焊现象;
2) 产品焊接后保持焊接线基本为直性。
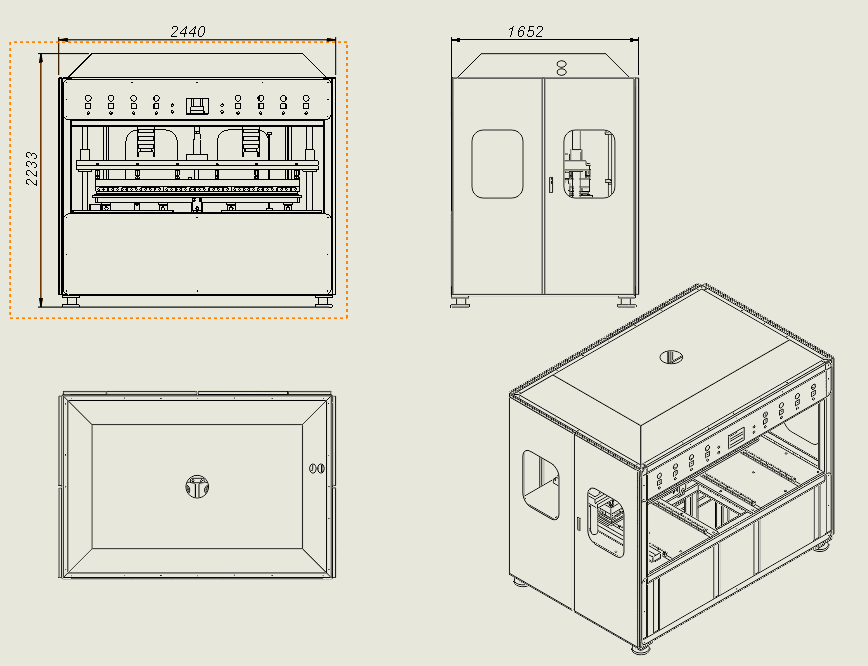
设备规格和参数:
主机大概尺寸: 2440*1650*2300---焊接膜板尺寸:1800*500
供电电源: 380VAC 50/60HZ 三相五线制
加热功率: 1-18KW 热板上下进程: 0-220mm
消耗功率: 1-18KW
供气量: ≥4M3/MIN 压力0.3—0.6MPa
焊接胶件最大面积:1800mm×500mm
设备重量:1800-2300KG
焊接工艺:(过程全自动 只需放、取件 按启动按钮)
将产品放入模腔(已经点焊好的) → 下夹具固定产品→ 按启动按钮热模下压→热烫焊接 → 焊接时间完毕 → 热模上升 →整个台板推出焊接位→ 取出产品
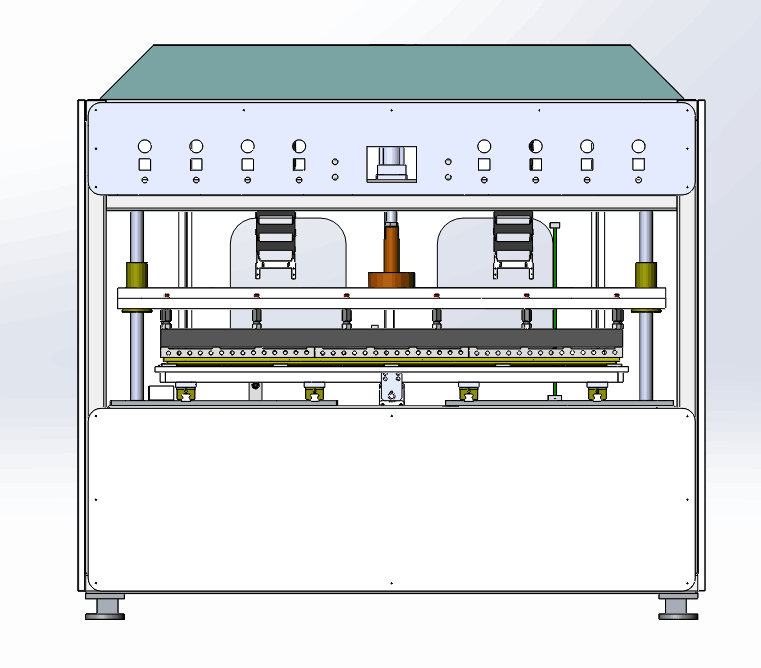
设备说明:
机架用国标优质矩形铁管焊接而成,表面再经喷塑工艺处理。门板由数控折弯机及冲床加工成型后,表面再经喷塑工艺处理。
产品水平移动机构
水平移动机构由气缸、滑块导轨、固定模板等部件组成。气缸作为动力源,带动产品模板机构沿两条滑块导轨左右作直线运动。
结构的特点是:工作台在运动时,平稳且运动间隙小。
热模运行机构
热模通过4根限位导杆与热板联接在一起,可以精确调整焊接深度,共同组成一个设备的主要运动部件。
热模运动机构
热模板移动机构由气缸、直线轴承、4立柱φ50导杆、模具、等部件组成。气缸作为动力源,带动热模机构沿四条导杆上下作直线运动。
结构的特点是:在生产过程中,能够使热模快速地接触产品,同时更迅速地与下胶件准确的熔接在一起。再配加缓冲器,定位准确,振动减轻,确保产品的尺寸及外观要求。
外罩
整机为全封闭结构,外罩顶部装有强力排风结构,把焊接时产生的有毒气体迅速排出机器内部腔体,减少有毒气体对操作人员的伤害,机体后部、下部均为可活动门,方便维修。为确保安全生产,体现人性化的设计,在操作口处装有安全光栅,在自动焊接状态确保人体的任何部位在设备的危险区域内时,设备都立即停止,待危险解除后方可继续工作。
控制系统:
采用可编程控制器(PLC)、触摸屏控制全操作过程,既可全自动操作, 也可手动操作。
设备各端安装双紧急停车按钮和开关按钮和报警装置。
参数设置界面加密码锁定,以防非授权人员修改并设定参数。
控制盘面板上设置状态指示灯,机器各种状态均可显示在控制盘面板上。
配有独立的配电箱,电路方面进行功能分块,强电、弱电分区控制,在设备维修时,一目了然,以便于维护。
电控柜(与机器一体化安装)
可编程控制器,安装在电控柜内
气路采用集成一体化气路模块,气路整齐明了,美观大方
按钮操作面板
可输入设备运行各种参数(热熔时间、加热温度等)
安装在操作者左侧
全部功能均能在操作面板上操作:调试(手动),自动焊接,参数设置
设备发生故障,面板报警灯闪烁
发生故障通过处理后按“复位”键复位,再按“启动”键,机器将继续自动运行。
绿色指示灯亮,“开始”键可用。
红色指示灯亮时,“开始”键不可用。
设备主要部件如下:
1、结构系统 主要组成部分:钢、铸件、螺栓、焊接连接、工业铝型材、设备面板 等。
2、板金及表面处理
3、动作系统
配置一:主要组成部分伺服系统(位置度可以达到0.05mm),直线导轨,直线轴承(上银)
配置二:主要组成部分气缸(位置度可以达到0.1mm),直线导轨,直线轴承(上银)
4、控制系统 主要组成部分PLC (西门子)、触摸屏(西门子)
5、其它电气及配件 德国施耐德按扭开关,温控仪、传感器
6、模具(采用合金铜)
设备发生故障,面板报警灯闪烁
发生故障通过处理后按“复位”键复位,再按“启动”键,机器将继续自动运行。
绿色指示灯亮,“开始”键可用。
红色指示灯亮时,“开始”键不可用。
设备主要部件如下:
三菱 PLC 一台
三菱 触摸屏 一台
AIRTAC 气缸及气动配件(三菱伺服) 一套
机架、主控制电柜、可操作监控电箱 一套
数显温度控制器 二套
上银直线线性滑块 二套
固态继电器 一批
eao瑞士按扭开关 一套
施奈德按钮 三套
技术资料:
供方随货交付需方如下技术资料:
(1)布线说明,电气/气动接线图
(2)产品合格证
(3)安装,操作及维修说明书
交货期:合同签订后30个工作日




